
近年来,辊压机辊套窜套的现象时有发生,引起窜套的原因也是多方面的,如公差配合、同轴度超过公差、粗糙度不够、圆度问题、材料塑性太强等。笔者通过对辊压机的设计和加工制造进行分析,提出了设计和加工制造方面需注意的问题,并采取了相关措施,有效避免了辊压机窜套的发生。
l 设计方面需注意的问题
1.1材料选择
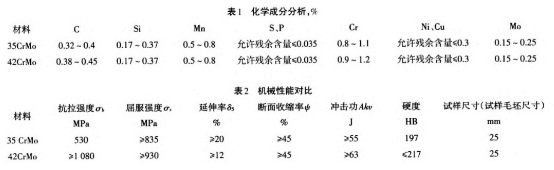
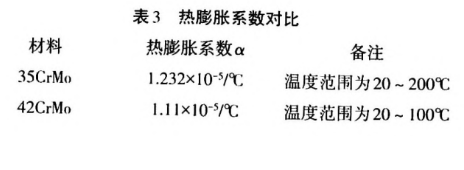
当前辊压机的辊轴和辊套选用的材料有两种,一种为35CrMo,另一种为42CrMo。表1~3为以上两种材料的化学成分、机械性能及热膨胀系数的分析及对比。
从表1~3中可以看出,在化学成分方面,两种材料仅在碳含量和铬含量上稍有差别,其他成分都 一样;在机械性能方面,42CrMo的抗拉强度和屈服强度明显比35CrMo高,冲击功和布氏硬度也高,延伸率δ5小,断面收缩率ψ相同;在热膨胀系数方面,两者相近。虽然35CrMo和42CrMo的化学成分差别不大,但从机械性能整体而言,42CrMo明显优于35CrMo。辊压机的显著工作特性是利用挤压来粉碎物料,其力量相当大,所以,材料强度是选择材料时需要优先考虑的一个方面。
1.2 公差配合
辊压机辊轴和辊套的装配不是采用键连接,而是采用大过盈量的紧配合,过盈量需考虑辊压机在运转初始阶段,辊轴和辊套温度上升时的时间差。辊套工作面与物料直接接触,温度上升比较快,而辊轴不能直接接触物料,只能靠辊套的热量传导来提升温度,辊轴的温度要等辊套温度稳定后才会逐渐升高至与辊套温度一致。在此之前,辊轴和辊套存在的温度差会使辊轴和辊套产生的膨胀量不同从而影响公差。因此,在设计过程中不能忽视公差配合产生的影响。
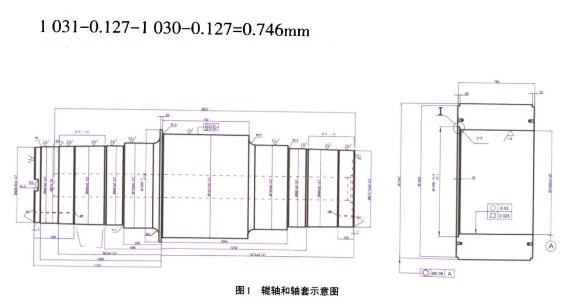
举例说明温度差对公差的影响(图1),具体如下:
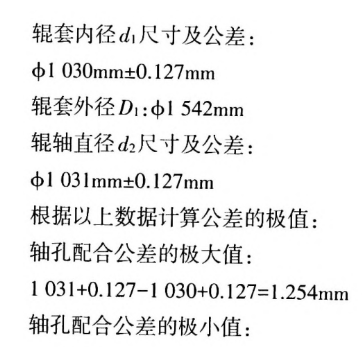
理论上,辊轴和辊套温度差发生在设备起动阶段,随后温度达到均衡,假定前期的温度偏差按60℃来考虑,其引起的尺寸偏差具体如下:
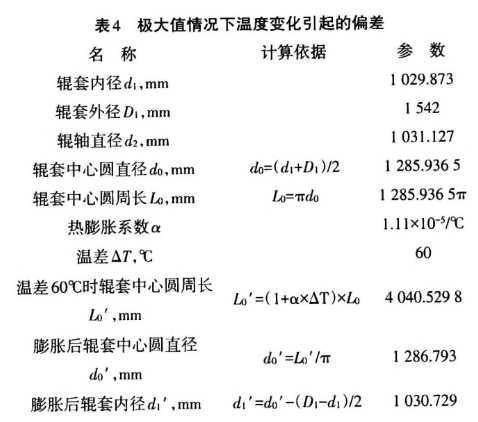
计算辊套在温度变化时的延伸长度,需先计算运转前辊套中心层直径d0以及中心层圆周长度Lo。
(1)极大值情况下温度变化引起的偏差(表4)从表4可以看出,在温差60℃时,辊套内径d1<辊轴直径 d2。
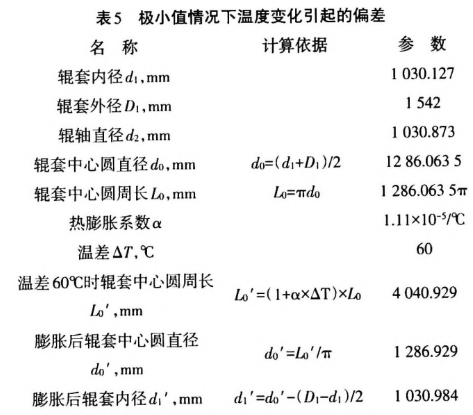
(2)极小值情况下温度变化引起的偏差(表5)从表5可以看出,在温差60℃时,辊套内径d1>辊轴直径d2,存在窜轴的风险,
为了规避窜轴的风险,建议在辊轴直径公差设置上不要有负偏差,在辊套内径公差设置上不要有正偏差,并在运转过程中确保辊轴和辊套温差<60℃。如此设置,则不会出现窜轴现象。
(3)在辊轴和辊套温度上升到相同温度(比如达到60℃)时,辊轴热膨胀后的尺寸是否能满足设计要求?

据此可以算出辊轴的尺寸在1031.686~1031.813mm之间,公差取(0,0.127)。套内径范围在1030.729~1030.984mm之间。
由此可以看出,辊轴和辊套在温度上升到相同温度的情况下,辊轴的过盈量能够满足设计要求。
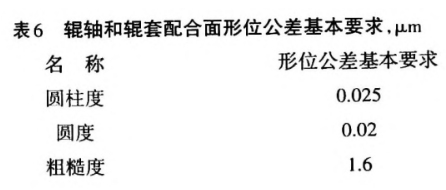
1.3辊轴和辊套配合面形位公差基本要求(表6)
2 加工制造方面需注意的问题
(1)选择满足精度要求的机床。机床的精度关系到工件的精度,精度不符有可能导致加工出的辊轴存在锥度或辊套内径存在锥度。选择机床时,圆度、圆柱度及粗糙度精度的要求也须考虑在内,以 确保所使用的机床能满足零配件设计的精度要求。
(2)选择规格合适的机床,即选择的机床行程需足够。如果机床行程不够,则需翻转工件进行加工,这样接刀部位会出现台阶或产生同轴度问题(图2)。
(3)装卡辊套时要确保加工时能够“一刀到底”(尤其是内孔的精加工阶段)。装卡不当则需翻转工件重新找正加工,如此则接头位置容易出现台阶或出现同轴度偏差问题(图2)。
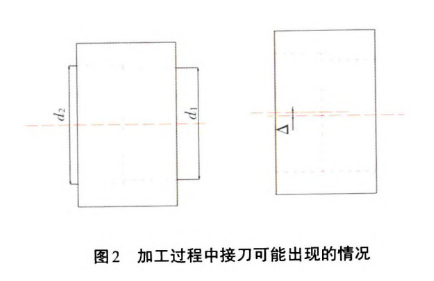
(4)在精加工过程中,尤其是最后一刀,一定要“一刀到底”,中途不能接刀,避免出现台阶(图2)。
一旦出现图2所示情况,即便热装后,辊轴和辊套接触面在接刀位置也会形成一定区域的间隙。即使间隙非常小,但在运转过程中,由于辊套挤压物料的力量非常大,久而久之,间隙处的两个表面 会产生摩擦,从而逐渐产生磨损,磨损表面会逐渐扩大,间隙也越来越大,直至辊套在辊轴上发生窜动。
3 结语
中材(天津)重型机械有限公司在设计校核、加工制造过程中非常重视以上问题并采取了相关措施,截至目前,该公司生产的辊压机的辊轴装置尚未出现过窜轴现象。有客户的辊压机在窜轴之后,通过对辊压机辊套内孔表面进行堆焊处理(堆焊厚度一般控制在10mm以上),在保证辊套内孔有足够加工余量的前提下,按文中建议进行处理和修复后,再也没有出过窜轴现象。目前,已按上述建议修复宁夏赛马、左权金隅等十余个项目的辊压机,其中左权金隅的辊压机修复至今已稳定运行近四年。
作者:蔡武
单位:中材装备集团有限公司


